
废气处理
化工医药行业废气处理
行业概述
化工医药生产涉及多种化学反应和原材料,废气中常含有多种挥发性有机物(VOCs)、酸性气体(如氯化氢、二氧化硫等)、碱性气体(如氨气)、重金属(如汞、铅等)以及生物活性物质(如微生物、抗生素等)。这些成分相互交织,增加了废气处理的难度。例如,在一些药物合成过程中,废气可能同时含有苯系物、吡啶等有机污染物,以及盐酸雾等酸性气体,处理时需要综合考虑多种污染物的去除方法。

主要痛点
化工医药行业废气处理存在诸多痛点,主要体现在废气特性复杂、处理技术难度大、安全风险高、成本压力大以及法规监管严格等方面。

处理技术要求高

安全风险大

废气成分复杂

处理成本高
企业优势
01
多元技术组合
精通多种废气处理技术,能够灵活组合应用,确保不同工况下的废气都能得到高效净化。

02
定制化解决方案
拥有专业技术团队,能根据印刷企业的生产工艺、废气成分、排放浓度及风量等实际情况,量身定制废气处理方案。

03
设备集成与优化
优化设备结构和气流分布,提高设备的处理性能。研发的一体化废气处理设备,将吸附、脱附、燃烧等功能集成在一个设备单元内,减少占地面积,提高设备的稳定性和可靠性。

04
技术创新与研发
注重技术创新和研发投入,与科研机构、高校合作,开展产学研联合项目。不断探索和应用新材料、新技术。
解决方案
化工医药废气处理行业概述
化工医药行业作为多学科融合的领域,在生产各类药品、医疗器械及生物材料等产品时,因涉及大量化学反应与有机溶剂使用,废气排放问题突出。废气中富含挥发性有机化合物(VOCs),像苯、甲苯、二甲苯这类物质十分常见,还可能伴有酸性气体(如氯化氢、二氧化硫)、碱性气体(氨气)、重金属(汞、铅等)以及生物活性成分 。这些废气不仅对大气环境造成污染,引发雾霾、光化学烟雾等环境问题,还严重威胁人体健康,长期接触可能导致呼吸道疾病、神经系统损伤甚至癌症 。随着全球环保意识的提升以及各国环保法规的日益严格,化工医药废气处理行业应运而生,成为保障化工医药产业可持续发展、维护生态环境平衡的关键支撑 。该行业涵盖从废气成分检测分析、处理技术研发到设备制造、工程安装与运维服务等一系列环节,旨在通过专业手段实现化工医药废气的达标排放与无害化处理 。
化工医药废气处理行业现状
当前,化工医药废气处理行业呈现出机遇与挑战并存的局面 。从积极方面来看,部分大型化工医药企业已经充分意识到环保的重要性,投入大量资金用于废气处理设施的升级改造。例如,一些企业采用先进的蓄热式焚烧(RTO)、蓄热式催化燃烧(RCO)技术,能够高效分解废气中的有机污染物,净化效率可达 95% 以上 。同时,随着技术的不断进步,吸附浓缩 - 燃烧一体化、生物法等新型组合技术也逐渐得到应用,为不同工况的废气处理提供了更多选择 。而且,环保设备制造企业也在不断创新,研发出智能化、高效节能的废气处理设备,提高了处理效率的同时降低了运行成本 。然而,行业发展仍面临诸多难题。一方面,大量中小企业由于资金有限,难以承担先进废气处理设备的购置与运行费用,导致废气处理设施简陋,处理效果不佳,无法满足日益严格的环保标准 。另一方面,化工医药废气成分复杂多变,不同生产工艺、产品批次产生的废气差异极大,这使得废气处理技术的选择和工艺设计变得极为复杂,增加了治理难度 。此外,废气处理过程中还存在安全风险,如部分废气易燃易爆,处理不当易引发事故 。
化工医药废气处理解决方案
- 源头控制:化工医药企业可优化生产工艺,采用绿色化学合成方法,减少有机溶剂的使用量。例如,在某些药物合成中,以水为溶剂替代传统有机溶剂 。同时,选用环保型原料,如低挥发性的油墨、胶粘剂等,从源头上降低废气产生量 。并且,推行生产设备的密闭化与自动化,减少物料的泄漏与挥发,降低无组织排放 。
- 废气收集:针对化工医药车间设备多、排放点分散的特点,设计合理的集气系统至关重要 。根据不同设备的排放特性,选用合适的集气罩,如顶吸罩、侧吸罩、围挡式集气罩等 。优化集气罩的尺寸、形状与安装位置,确保良好的收集效果,同时控制好罩口风速,一般在 0.5 - 1.5m/s 之间 。此外,合理布局通风管道,选择耐腐蚀、低阻力的管道材料,保证废气能够顺畅输送至处理设备 。
- 处理技术:对于高浓度有机废气,可采用冷凝回收法,先通过降低废气温度使有机溶剂冷凝成液态回收利用,回收效率可达 70 - 90% 。也可采用吸附浓缩 - 燃烧法,先用活性炭、分子筛等吸附剂吸附废气中的有机物,吸附饱和后进行脱附,将高浓度废气引入燃烧装置分解 。对于低浓度有机废气,可采用生物法,利用微生物将有机物分解为二氧化碳和水,运行成本低 。还可使用光催化氧化法,在催化剂作用下,利用紫外线将废气中的污染物氧化分解 。对于含酸性或碱性气体的废气,采用酸碱中和洗涤塔进行处理 。在实际应用中,常根据废气成分与工况将多种技术组合使用,以达到最佳处理效果 。
- 监测与管理:安装在线监测设备,实时监测废气排放浓度、流量、温度等参数,确保废气达标排放 。建立完善的环保管理制度,加强员工环保培训,提高环保意识,规范操作流程,定期对废气处理设备进行维护保养,保证设备稳定运行 。
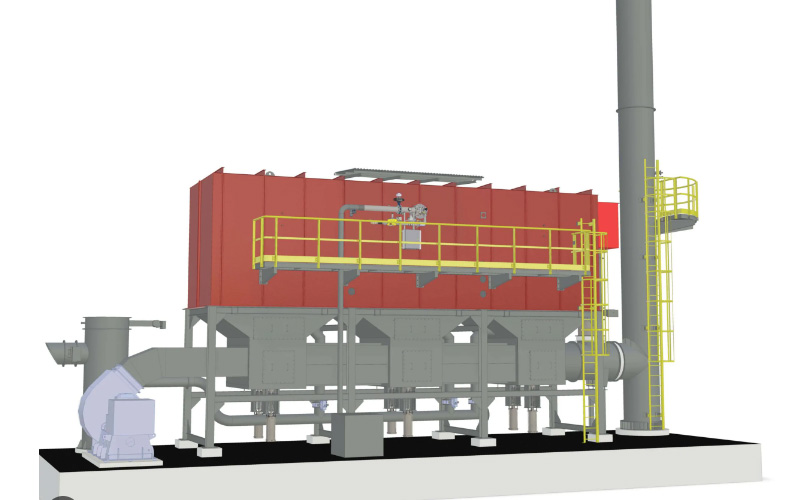
化工医药行业废气处理行业相关的工程案例
选择顺洋科技,历经 100+ 项目实战验证的成熟解决方案,让每一份余热都发挥最大价值!



感谢您的关注,请填写一下您的需求,我们会尽快和您联系。

